|
|
|
|
Global SMT & Packaging March 2006 Fact and Fiction in lead-Free soldering - Part IIA significant difference between these lead-free solders and tin-lead in that the other phases in their eutectics are intermetallic compounds rather than simple metallic solid solutions. Although the tin-rich and lead-rich phases in the tin-lead eutectic are crystalline they do not grow in a form that is recognisable as crystalline. By contrast the intermetallic compounds in the Sn-Cu and Sn-Ag-Cu systems, Cu6Sn5 and Ag3Sn grow in a faceted manner to form structures that are distinctly crystalline in appearance, needles in the former case and plates in the latter. Probably because that faceted growth is difficult to nucleate, the coupled growth that is characteristic of a eutectic does not normally occur. Instead the alloy behaves as it had a lower alloying content and precipitation of primary dendrites occurs until the build up of alloying elements in the remaining liquid is sufficient to trigger eutectic solidification.
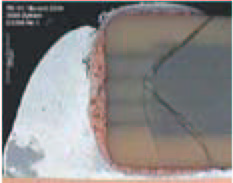
For those looking for ways to make the tin-copper and tinsilver- copper eutectic behave more like tin-lead solder this difference provides a clue. If a way could be found to make it easier for the intermetallic component of the eutectic to nucleate and grow more readily, that alloy might freeze as the eutectic it was supposed to be. Systematic studies of ternary additions to the tin-copper system in the late 1990’s identified nickel as the element that, if added to the alloy at a very low but precisely controlled level, had the desired affect. An alloy based on that patented discovery is now one of the most widely used lead-free solders. The nickel works by replacing some of the copper atoms in the Cu6Sn5 intermetallic. Since the nickel atom is slightly smaller than the copper atom it replaces the structure is distorted and this makes it easier to nucleate so that coupled growth with tin in a eutectic is facilitated. Whatever the mechanism, the result is an alloy that in behaviour, microstructure and appearance is much more like tin-lead than the unmodified tin-copper. For solder it is always a case of ‘the stronger the better’. Electronics circuitry is an assembly of a wide range of materials with different coefficients of thermal expansion. As the assembly goes through temperature cycles resulting from changes in the temperature of the environment in which it operates or the heating and cooling cycles as it is switched on and off there are relative displacements between the various parts of the assembly. Many electronics assemblies, particularly those in automotive, aerospace as well as industrial and even domestic applications are subjected to accelerations that result in loads being applied to the solder joints. When the accelerations are cyclical, i.e. vibrations, joints can be subjected to accumulated strain. If there are flexible terminations that can accommodate that strain then a strong solder can be an advantage. One of the features of modern componentry, however, is that such flexible leads are replaced by direct solder connections, e.g. in BGA packages. The strain has to be taken up either by the body of the component of by deformation of the solder. If the former is the case then the component may be overstressed and fail by cracking. In the latter case the consequences depend on the characteristics of the solder. One of the under appreciated advantages of tin-lead solder was not its strength but its compliance, i.e. its ability to absorb a lot of strain without hardening and cracking. By contrast the tin-silver-copper solders that have been most widely promoted as the alternative to tin-lead harden quickly as they are obliged to accommodate strain with consequent crack initiation.
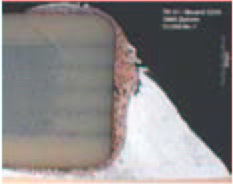
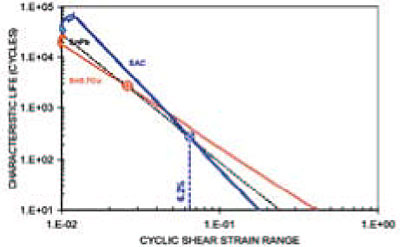
On the other hand, solders based on the tin-copper system are much more like tin-lead in their ability to absorb strain without embrittlement and consequently yield higher reliability in applications where the joint itself is obliged to accommodate substantial cumulative strain. Jean-Paul Clech has summarised the results of numerous reliability tests on Sn-Pb, Sn-Cu and Sn-Ag-Cu in the plot in Figure 7 . This indicates that while at low strain Sn-Ag-Cu alloy joints survive more thermal cycles than either Sn-Pb or Sn-Cu, when the joint has to accommodate substantial strain the reverse is the case. In the lead-free program of the US military/aerospace Joint Group on Pollution Prevention it has been found that the modified tin-copper eutectic outperforms tin-silver-copper in vibration testing. HASL will be only a minor printed circuit board finish in the lead-free era. Since it first became clear that the electronics industry would have to become lead-free the conclusion of nearly every panel discussion on printed circuit board finishes has been that HASL, the finish that has for many years been on 80 – 90% of printed circuit boards used in Europe and North America would largely disappear. HASL, Hot Air Solder Levelling, is the process of a applying a solderable finish to the tracks and pads of a printed circuit board by fluxing the board and immersing it for a few seconds in molten solder before drawing it out through hot air knives which squeegee off excess solder to leave a smooth, bright solderable finish. The prediction, perhaps reflecting the hope of their proponents, was that HASL would be largely replaced by alternative lead-free finishes. The finishes widely promoted as the most likely leadfree alternatives have been immersion silver and immersion tin with OSP for lower end consumer applications and ENIG (Electroless Nickel/ Immersion Gold) for higher end technical applications. In fact lead-free HASL was confirmed as a viable commercial process in 2002 and there are now several hundred lines in commercial operation around the world. The expectation that lead-free HASL would not survive into the lead-free era was probably based on early experience with alloys that were not really suitable for the process. Their effective fluidity was low and to get anything like acceptable results it was necessary to use a process temperature so high that the laminate was degraded and interconnect integrity compromised. However, the modified tin-copper eutectic alloy that had been developed for wave soldering was found to work well in the HASL process at temperatures around 260°C, only a little higher than has been used with tin-lead. With the viability of the process confirmed it now seems likely that HASL will continue to be the most popular printed circuit board finish in the lead-free era. The realityThere are more misapprehensions that could be discussed, e.g. that all leadfree materials are vulnerable to whisker growth, that they are vulnerable to ‘tin pest’, that defect rates will always be higher than they were with tin-lead solder and that, if the sky does not actually fall in then planes that rely on leadfree electronics will be falling out of the sky. Without in any way diminishing the challenge that has been imposed on the electronics industry by the EU RoHS directive the reality that seems to be emerging is that the electronics industry will survive the change to lead-free and probably emerge from it in a stronger position than it entered. Certainly the industry will understand probably better than it ever has what is important about solders and the processes in which they are applied. Keith Sweatman is a graduate in metallurgical engineering who had his first exposure to soldering technology when he opened an Australian office of the organisation then known as the International Tin Research Institute (now Tin Technology). He took the knowledge gained in that organisation to Multicore Solders Ltd where he started as technical manager for their Asia Pacific operations and ended up as Multicore Solders Asia Pacific Region managing Director. Since 2001 he has been assisting Nihon Superior in the development of their global lead-free solder business.
Download this article - Fact and fiction in lead-free soldering - Part II
|